����λ�� >> ������Ϣ >> ��Ӧ��Ϣ
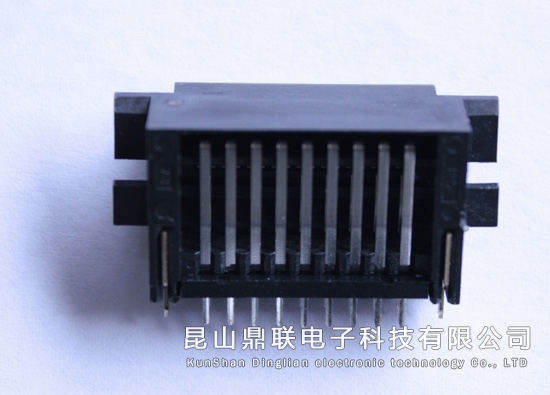
��ѹģ������ϵ��֮��ģ������
- ����ʱ�䣺2016-1-15
- �����2360��
- ����: admin

Ϊ�����̳�ѹģ�ߵļӹ����ڡ���ǿģ�߾��ȡ���һ��ҵ��Ա���ַ�������ģ������ʱ��������쳣��ȷ������������ģ���������Գ�ѹģ����ģ���������������½��⡣
��ѹģ����ģ������������18���i����ɣ�
1����ģ��֮���������ϣ����浹R0.1���⡣
2����ģ�����п������ë��ȥ�������ǣ����浹C0.2��
3����ģ��֮�����������浹R1.0���⣬���浹R0.5���⡣
4����ģ��֮��12.000��λ�����浹R1.0���⡣
5�� ���ε�����վ�����ڳ��Ϸ���R0.5���⡣
6����ģ���֮��12.06��λ�����浹R1.0���⡣
7����ģ���֮�û������漰���浹R0.2���⡣
8������������ڿ���ú����ϴ�ɾ���
9�����������ģ��ȷ���Ƿ����ϣ��»��
10��������Ե�ߴ���ȷ�ϡ�
11���������״���ģ�屳�����뵽λ��(ע�⣺ֻ���ڲ��ེ����)
12����12.000��λ������ģ���������벢ʹֱ���������Լ10.0mm��
13������ģ������ģ����M6��˿��ϡ�
14�����뵶�ڵ�顣(ע�ⷽ���ԣ������ж�ס����֮���)
15�� �������ϵ�����顣(����п��Ƿ��б��ǣ�������ɸ���ģ��0.000~0.005mm�����ɵ���ģ��)
16����������룬�ٴ�ȷ�ϻ���Ƿ��ϣ����˶�ƽ˳��
17������12.000��λ��ǰ��������������µ��ŵ���ģ���ϣ���λ���Ե���ģ����λ��(��������Ϳ����)����M10��˿������ס��ģ�壬����λ��������ģ���ڣ��ٽ�M10��˿�Գƾ���������(���������ʽ��ģ�嶯��һ��)
18����������˼���ģ������飬��ת��˿ֱ���������ӽ���ģ��ģ��Ϊֹ��
ͨ������18������Ĺ�������ѹģ�ߵ���ģ��������������ɡ�
���ԣ���������ģ�ӹ�����ѹģ�ߣ���ѹ���ӹ�
��ϵ����

�� �ƣ���ɽ�������ӿƼ�����˾
�� ���� 0512-55108928
�� ���� 13205159191
�� �棺 0512-55108926
�� ַ�� �й�����ʡ��ɽ�����������ֶ�·132�ţ�ԭ����·��
�� ҳ�� http://www.ksdinglian.net
��������ģ�ӹ�


��ַ:http://www.ksdinglian.net ������:��ICP��11031624�� ����֧��:̫�����繫˾ ����֧�֣��й��������Ĵ�����
��������